
手机:
13785810683
联系人:
王经理
邮箱:
735390026@qq.com
网址:
www.btsjxglj.com
地址:
泊头市郝村千里屯
公司名称:
泊头市金信工量具有限公司
它既可作为模锻前的制坯工序,亦可直接辊制锻件。
这种辊锻工艺不仅具有获得形状及尺寸的光滑表面毛坯,还具有生产率高、模具寿命长及材料利用率高等优点。
辊锻是使毛坯(冷态的或热态的金属)在装有圆弧形模块的一对旋转锻辊中通过(图1)时,借助模具型槽使其产生塑性变形,从而获得所需要的锻件或锻坯

下面以16×18mm梅花扳手为例作详细介绍。
2工艺分析
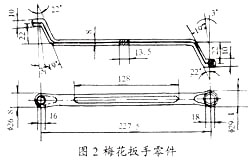
图2为16×18mm梅花扳手零件图,材料为45号钢,两头部热处理淬头回火硬度为HRC38~45。
按锻造工艺的形状类别,其形状是属于两头粗大、中间杆状的长轴类锻件,所以采用辊锻成形才能达到所要示的制件形状及尺寸。
从多年生产实践分析可知,毛坯轴线方向与打击方向互相垂直,金属主要沿高度及宽度方向流动,而沿长度方向流动很小。
其 点:a.锻件的长度与宽度、高度的尺寸 比例大;b.锻件沿长度方向其截面积变化较大。
因此,在大批量生产时,考虑采用效率较高的制坯工步--辊锻工艺及终成形工艺---小毛边开式模锻,所以梅花扳手的塑性成形工艺主要包括:a.高速锯切下料;b.感应加热;c. 辊锻制坯;d.摩擦压力机模锻;e.冲床切边;g.冲孔;h.冲十二角。
3模锻工艺
该零件除了两头平面刮平与倒角外,其余均不经切削加工,故该零件图基本上为锻件图。
模锻生产过程、工艺规范制订、模具设计、锻件检验及锻模制造等都离不开锻年图,设计时一般应考虑解决下列问题:
3.1确定分模位置
锻件分模位置合适与否,关系到锻件成形、锻件出模、材料利用率等一系列问题。
确定分模位置基本原则是保证锻件状尽可能与零件形状相同和锻件容易从锻模型槽中取出;此外,还应争取获得镦粗充填成形的良好效果。
为此,根据梅花扳手的形状 点,分模线设在锻件的,如图2中粗线所示。
这样模锻时将产生水平分力,为平衡这个错移力,将扳手柄部型槽设计成与水平线成α倾斜角(图3),以形成自然的锁扣,α角的大小根据大小头模具型槽的深度(图3中之A、B)及水平分力大小而定,同时还须考虑模具的强度及前一工步的关系。
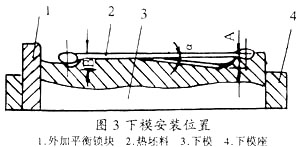
现取α=7o。其大小头模具型槽深度可基本相同,且模具强度较高,辊锻后的坯料可开成平直形状水平地放进模锻型槽,定位较好。
3.2其它工艺参数
设计锻件图时,还需要决定公差、模锻斜度、圆角半径,但基本上与常规方法相似。
3.3确定局部小毛边槽型式及时性尺寸
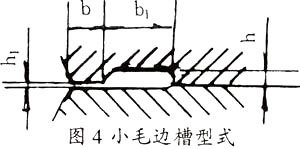
考虑到辊锻后成形的坯料在杆部和部分头部已有1~1.25mm厚的毛边,故在杆部不再设置毛边槽,易模锻时上下模表面不接触,其中留有1.5mm的间隙。锻件两端头部的形状复杂,难以充满型槽,为了补足其金属体积,故在其轮廓四周选用如图4的小毛边槽型式,其尺寸为:h1=1.5mm,h=3mm,b=5mm,b1=10mm。
3.4计算毛坯截面图及直径图
模锻时,先将等截面的棒料预制成不等截面的中间毛坯,使其每一截面面积等于锻件的相应截面积再加上相应的小毛边截面积,然后将此中间毛坯放入模锻型槽中进行模锻,这样,可保证各截面处金属足够,充填良好,变形后多余金属沿锻件两端头部轮廓分模线上将形成较小的毛边。
种理想的中间毛坯称为“计算毛坯”。
计算毛坯可用计算毛坯截面图与计算毛坯直径图表示,两者统称为计算毛坯图。
计算毛坯截面图是沿锻件轴线方向截面积变化的图像。
计算毛坯直径图是锻件轴线方向直径变化的图像。
两者都反映了锻件长度(轴线)上金属分布的情况。
关于毛坯截面图及直径图的计算方法与常规方法相似。
根椐毛坯截面图可确定坯料的体积V=35500mm3。
推荐资讯
- 2023-07-20金信工量具厂家为您介绍套筒的规格及种类…
- 2018-11-20防爆扳手使用方法及维护
- 2018-11-20地锚器的优点
- 2018-11-14防爆扳手应用场合应注意的问题
- 2018-11-08防爆扳手保养方法
- 2018-11-08防爆扳手应用场合应注意的问题
- 2018-11-05防爆扳手为什么会出现火花?
- 2018-11-05防爆扳手的使用寿命是多久?
- 2018-10-29特种扳手厂家给您简单介绍防爆敲击扳手
- 2018-10-29防爆扳手适用范围
- 2018-10-23套筒扳手螺纹底孔直径的计算方法
- 2018-10-23重型套筒厂家介绍套筒扳手面对更换螺栓不…
- 2018-10-18地锚器调整过程中螺丝部分可能出现的问题
- 2018-10-18地锚器铸造过程中应注意问题
- 2018-10-18什么是地锚器?
- 2018-10-15重型套筒扳手和轻型的有什么区别
- 2018-10-15一般重型套筒扳手的规格
- 2018-10-08地锚器与普通的调整螺栓区别是什么?
- 2018-10-08特种扳手之梅花扳手的模锻工艺
- 2018-09-28如何选购地锚器?
- 2018-09-28地锚器的安装方法
- 2018-09-25防爆扳手应用场合应注意的问题
- 2018-09-25防爆扳手保养方法
- 2018-09-19地锚器的优点有哪些?
- 2018-09-19地锚器用于机床设备、平板平台的支撑安装…
- 2018-09-17特种扳手在生产过程中注意事项
- 2018-09-17重型套筒制作工艺流程
- 2018-09-12防爆扳手使用时应注意的问题
- 2018-09-12地锚器比普通调整螺栓安装铸铁平台有何优…
- 2018-09-10重型套筒组成结构介绍
- 2018-09-10重型套筒扳手扳手一般材质分析
- 2018-09-05特种扳手材质的区别
- 2018-09-05是什么原因导致特种扳手断裂的呢?
- 2018-09-05如何正确的购买重型套筒?
- 2018-08-31重型套筒厂家介绍套筒扳手的系列是如何区…
- 2018-08-31重型套筒厂家介绍重型套筒头在热处理中HR…
- 2018-08-31重型套筒厂家介绍套筒头规格尺寸有哪些?
- 2018-08-28地锚器的主要用途
- 2018-08-28地锚器厂家介绍地锚器的安装方法
- 2018-08-28地锚器厂家介绍地锚器有哪些优点?
- 2018-08-24重型套筒是什么,用途是什么?
- 2018-08-24防爆扳手为什么会出现火花
- 2018-08-24防爆扳手使用时应注意的问题
- 2018-08-24特种扳手种类有哪些?
- 2018-08-24特种扳手的应用领域有哪些?
- 2018-02-23铸铁平尺平板
- 2017-05-12使用防爆工具时应注意什么
- 2017-03-18内六角扳手的构造和作用力
- 2017-03-17敲击梅花扳手的优点和缺点
- 2017-03-16套筒,重型套筒
- 2017-03-16铸铁平台变形的原因
- 2017-03-11想购买好质量的重型套筒去哪家?---金信…
- 2015-11-03螺纹量规适用范围
- 2015-11-02光滑塞规的合理使用
- 2015-10-31螺纹量规的介绍应用
- 2015-10-30怎样合理使用光滑塞规
- 2015-10-29光滑塞规和光面环规的具体定义
- 2015-10-26光面环规的维护方法和检测知识
- 2015-10-24螺纹量规质量检测标准
- 2015-10-23光面环规的使用与保养
- 2015-10-22光滑塞规的使用说明
- 2015-10-21螺纹量规质量检测标准
- 2015-10-19螺纹量规的几种测量方法
- 2015-10-18光面环规产品尺寸的分布
